HR-150B加高型洛氏硬度计
发布时间:2018-08-04 11:11:11 作者:深圳市君达时代仪器有限公司 阅读: 7005 次
HR-150B加高型洛氏硬度计 HR-150B洛氏硬度计采用测量压入深度的方法,硬度值通过指示直接读出,因此操作简单方便,容易掌握,工作效率高,适应于成批零部件的检验;洛氏硬度试验法
HR-150B加高型洛氏硬度计
HR-150B洛氏硬度计采用测量压入深度的方法,硬度值通过指示直接读出,因此操作简单方便,容易掌握,工作效率高,适应于成批零部件的检验;洛氏硬度试验法,可以采用金刚石压头和刚球压头,可以测量较硬和较软的试样,使用范围广泛,因此HR-150A洛氏硬度计试验在生产中得到广泛应用,成为检验产品质量,确定合理的加工工艺的主要检测手段。洛氏硬度计是生产企业,大中院校,科研机构进行硬度试验,教学科研工作最常用的试验仪器。HR-150B洛氏硬度计 标尺
A 标尺:适用于测定硬度超过 70HRC 的金属,如碳化钨、硬质合金,也可以测定硬的薄板材料及表面层淬硬的材料。
B 标尺:用于测定有色金属及其合金,退火钢或未经淬硬的钢制品等较软或中等硬度材料。
C 标尺:用于测定碳钢、工具钢及合金钢等经过热处理的钢制品材料的硬度。

HR-150B加高型洛氏硬度计技术参数
| 型号 | HR-150A洛氏硬度计 | HR-150B加高型 |
| 测量范围 | 20-88HRA、20-100HRB、20-70HRC | |
| 较大试件高度 | 200mm | 400毫米 |
| 初试验力 | 98.1N/10Kgf | |
| 硬度分辨率 | 0.5HR | |
| 总试验力 | 588.4N/60Kgf、980.7N/100Kgf、1471N/150Kgf | |
| 总试验力保持时间 | 10秒 | |
| 硬度标尺 | A、B、C | |
| 外形尺寸 | 466mm×250mm×618mm | 548 x 326 x 1025mm |
| 压头中心至机壁距离 | 135mm | 160mm |
| 净重 | 80kg | 约140千克 |
| 标准配置 |
大样品台:1个 小样品台:1个 V型样品台:1个 金钢石压头:1个 1/16”(φ1.5875mm)钢球压头:1个 标准洛氏硬度块:5 |
大平试台:1个 金刚石圆锥压头: 1只 小平试台:1个 1/16”钢球压头:1只 V形试台: 1个 标准洛氏硬度块: 5块 |
HR-150B加高型洛氏硬度计试样
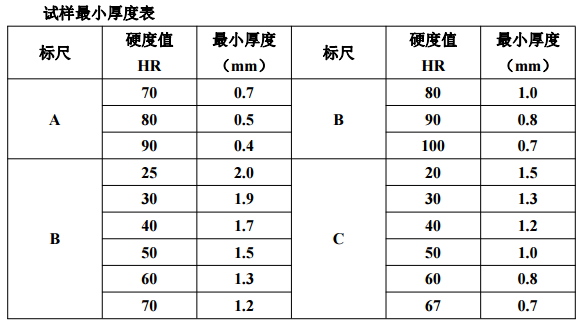
试样应具有一定的大小和厚度,应能保证相邻压痕中心间及压痕中心至试件边缘的距离大于 3 毫米,试件最小厚度不应小于压痕深度的八倍。试验后,试样的支撑面上不得有明显的变形痕迹,其最小厚度取决于材质及所采用的负荷,可参考以下试样最小厚度表。
HR-150B加高型洛氏硬度计示值精度
用本机佩戴的标准硬度块定期检查硬度计示值精度。
将工作台及标准块擦干净,在硬度块工作面上进行试验,决不允许在支撑面上试验。
(2)若示值误差较大,除按本节第 4 项检查外,还应检查标准硬度块支撑面是否有毛刺,若有毛刺应用油石打光。
(3)在标准块不同位置试验时,硬度块应紧贴工作台面拖动,严禁拿离工作台。
(4)硬度计的示值调整:若通过以上工作,硬度计示值误差仍然较大,可通过调整板的前后位置,以达到示值精度要求。方法是:松开调整板上前后两个 M3 螺丝,前后移动调整板位置即可。注意向指示器方向移动时,示值增大,反之示值减小。调整结束后应固定紧已经松开的两个 M3 螺丝。
如调整后发现指示器指针不竖直向上,可松开调整板中间的 M3 螺丝上的背帽,旋转此螺丝即可使指针达到要求。
(5)用户如有其它方面疑问应及时与厂家联系咨询,以得到正确的解决方法。严禁自行拆卸,防止造成不必要的损失

上一篇:
TH110便携式里氏硬度计
下一篇:
HR-150A洛氏硬度计
热门产品推荐
美能达 Uni Gloss 60A 光泽度计 美能达 Multi Gloss 268A 光泽度计主要用途 汽车内饰件、塑料制品、搪瓷制品 Uni Gloss 60CT(测量角度:60)高器间差型号 该型号可对较低的光泽度进行高精度测
梅特勒FiveEasy Plus FE38 台式电导率仪 FiveEasy Plus台式仪表,直观操作,紧凑设计,便捷传输 让pH测量真正简单简而不凡,高效实用 让pH测量真正简单实验室测量的明智之选 时间是宝贵的。
Array3644A系列单路可编程直流电源Array3645A / Array3644A带有背光LCD显示器;具有快速按键输入、旋钮输入、PC编程等多种输入法;有恒压输出、恒流输出、程控输出等多种工作方式;可设定最大输出电压和最大输出功率。机器带有非易失性存储器,可记忆多组数据,并可自动保存关机前的状态。是一种价格相宜、性能优越的直流电源产
FT201经济型时差式超声波流量计是一款专门针对水的流量计。相较于其他市面上的超声波流量计,他具有高反应速率,低功耗,稳定性高的特
点外。依旧延续了自主研发的TGA技术。
莱州华银400HBS-3000A型数显布氏硬度计 莱州华银400HBS-3000A型数显布氏硬度计 采用国内首创的专用硬度头专利技术,自动转塔,大屏触摸屏显示,11档力值,最大力值3000kgf,试验力闭环控
德国尼克斯QNix5500 涂层测厚仪 德国尼克斯QNix5500 涂层测厚仪 是一款坚固耐用、符合人体工程学设计,适合连续长时间使用的手持涂层测厚仪。既可以将探头内置成为一体机,也可以轻
